"de facto" Maschinendatenerfassung
Allgemeines
Mit der de-facto Maschinendatenerfassung wird das Produktionsgeschehen von Fertigungsmaschinen vollautomatisch aufgezeichnet.Erfasst werden:
- Einschaltzeiten / Ausschaltzeiten (Stromversorgung der Maschine)
- Programmläufe auf den Maschinen mit Programmnummer (Artikel)
- Stillstandszeiten der Maschine
- evtl. Messwerte von automatischen Sensoren / Messgeräten
- Nutzung
- Produktivität
- Qualität
- Laufzeit von Fertigungsprozessen
Oberste Maxime ist, zwar Daten zu ermitteln, aber Informationen zu liefern. Informationen, die es der Produktionsleitung ermöglichen, steuernd und analysierend die Effizienz der Produktion zu erhöhen.
Schematischer Aufbau
Operative Ebene - CNC
Die CNC Maschinen senden während des Programmlaufs Meldungen über die RS232 Schnittstelle an den Datensammler. Prinzipiell lassen sich CNC-Steuerungen, die aus dem Programmlauf heraus Daten (z.B. Programmnummer) an die RS232 Schnittstelle der Maschine senden können, an das System anschließen. Die Auslösung der Datenübertragung kann dabei entweder mit Anweisungen in den NC Programmen erfolgen (z.B. bei FANUC) oder vollautomatisch von der Steuerung ausgelöst werden (z.B. SIEMENS Sinumerik). Sind spezielle de-facto NC Anweisungen in den NC Programmen notwendig, werden diese vollautomatisch vom NCM (NC Programmnummermanager) bei der Registrierung eines NC Programms in das Programm hineingeschrieben. Die Maschinen sind über RS232 Kabel mit dem Datensammler verbunden. Ist an die Maschinen ein DNC System angeschlossen und keine weitere RS232 Schnittstelle mehr frei, wird mit einer vollautomatischen RS232 Weiche gearbeitet. Für den Bediener / Programmierer / Facharbeiter entsteht durch das de-facto System keine Beeinträchtigung oder Mehrbelastung im Betrieb.Datenaufbereitung / Analyse
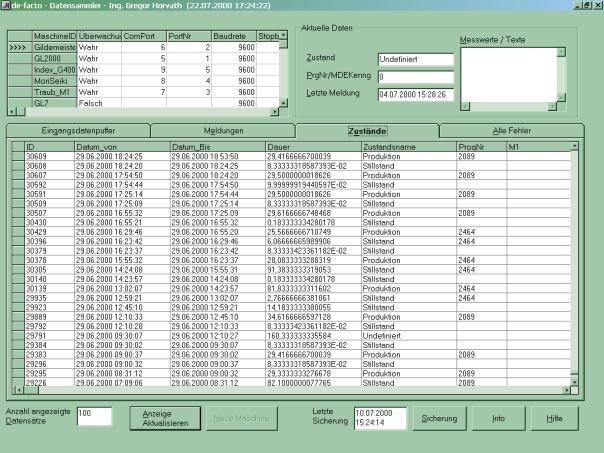
Der Datensammler ist ein Rechner, der in der Nähe der Maschinen (max. 15m) platziert ist. Er empfängt und verarbeitet die ankommenden Meldungen aller Maschinen, analysiert diese, prüft Sie auf ihre logische Korrektheit, verdichtet diese zu logischen Zuständen und schreibt sie fortlaufend in die SQL Server Datenbank. Die Software arbeitet dabei unbeaufsichtigt und vollautomatisch. Die Oberfläche dient vor allem der Einrichtung und Kontrolle.
Datenspeicherung / Verwaltung
Zur Datenspeicherung wird eine MS SQL Server 7.0 Datenbank verwendet. Der Serverrechner kann - aber muss nicht - gleichzeitig der Datensammler sein. Die Datenbank kann natürlich auf einen bereits vorhandenem Server, der noch freie Ressourcen hat, installiert werden.
NCM NC Programm Manager
Die Maschinen senden die NC Programmnummer oder eine eindeutige Artikelkennung an den Datensammler. Damit in den Auswertungen die Informationen des Artikels zur Verfügung stehen, können müssen aber nicht - die NC Programme mit dem NCM registriert werden. Weiters übernimmt der NCM die Aufgabe, neue oder überarbeitete NC Programme mit de-facto NC Anweisungen vollautomatisch auszurüsten. Dazu müssen die NC Dateien im Netzwerk verfügbar sein. Zur Bereitstellung der Artikelstammdaten ist ein (ODBC) Zugriff auf eine PPS / ERP / Warenwirtschaft Datenbank oder sonstige Datenquelle notwendig. Darüber hinaus bietet dieses Programm auch die Vergabe / Verwaltung / Recherche von NC Programmnummern.
Beispiel:
Auswertungen
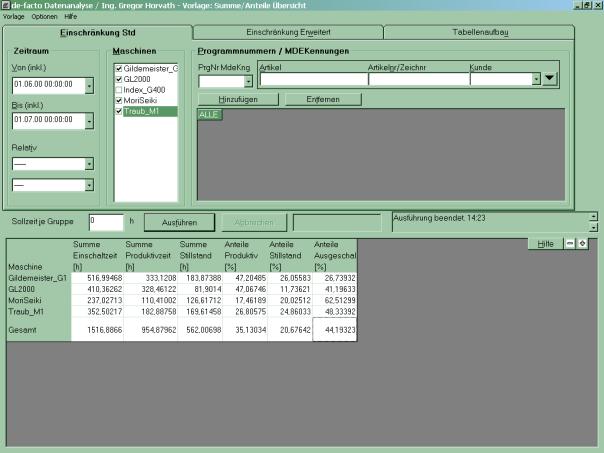
Damit eine möglichst flexible Analysemöglichkeit der gesammelten Daten erreicht werden kann, wird ein eigenes auf die Analyse dieser Daten spezialisiertes Programm verwendet. Es können somit ohne Programmier / Datenbank / Reportingtool Kenntnissen umfangreiche, detaillierte und unterschiedlichste Analysen vom Anwender einfach erstellt werden. Die gesammelten Daten sind zeitbezogene Aufzeichnungen von Zuständen (z.B: Produktion, Stillstand etc.) der Maschinen. Mit dem Programm Datenanalyse lassen sich diese Daten verdichten (z.B. zu Zeiträumen), Durchschnitte oder Summen berechnen. Welcher Ausschnitt aus der Gesamtheit der Daten analysiert wird, kann mittels der Einschränkungen definiert werden. (z.B: Datum von, Datum bis) Ergebnis der Auswertung ist immer eine (zweidimensionale) Ergebnistabelle. Diese enthält summierte Gruppen (Zeilen z.B.: Wochen) und Spaltenwerte. (z.B: Durchschnittliche Laufzeit). Der Aufbau der Ergebnistabelle ist frei einstellbar. Die Ergebnistabelle lässt sich entweder in eine
- Tabelle im Programm Datenanalyse
- Exceldatei
- in ein Mail
- oder in die Windows Zwischenablage
Informationen
Folgende Informationen sind aus den gesammelten Daten berechen- und als Spalten darstellbar.
1. Summen
- Produktivzeit
- Stillstand im Programm
- Stillstand ohne Programm
- Stillstand Gesamt
- Ausschaltzeit
- Einschaltzeit
- Unbeobachtete Zeit
- Beobachtete Zeit
- Fehlerzeit
- Gesamtzeit
- Messwert(i)
- Texte(i)
2. Anzahl
- Programmläufe
- Stillstände im Programm
- Stillstände ohne Programm
- Stillstände Gesamt
- Unbeobachtete Zeiträume
- Ausschaltungen
- Fehler
- Messwert(i)
- Texte(i)
3. Durchschnitte
- Laufzeit
- Stillstand im Programm
- Stillstand ohne Programm
- Ausschaltlänge
- Messwert(i)
4. Kennzahlen
- Auslastung
- Ausnutzung
- Nutzungsgrad
5. Anteile an der Gesamtzeit
- Ausgeschaltet
- Unbeobachtet
- Fehler
- Produktiv
- Stillstand
6. Anteile an der beobachteten Zeit
- Produktiv
- Stillstand
- Ausgeschaltet
7. Einzelsatz
- ID
- Maschine
- Datum_Von
- Datum_Bis
- Dauer
- Zustandsart
- ProgNr
- Nummernkreis
8. Artikel
- Artikel
- ArtikelNr
- Kunde
- ProgRegID
- Bemerkung
Gruppierung
Diese Informationen lassen sich zu folgenden Gruppen zusammenfassen- Stunde
- Tag
- Woche
- Monat
- Jahr
- ProgNr
- Proglauf einzeln
- Proglaufsequenz
- Maschine
- Kunde
- Artikel
- Einzelsatz
Die Informationen können auch mit MS Excel entsprechend graphisch aufbereitet und dargestellt werden. Dazu werden Exceldateien mit Tabellenformatierungen und verschiedensten Diagrammen einmal erstellt und regelmäßig mit den aktuellen Daten aus de-facto gefüllt.
|
Artikel Platform kpl Laufzeitverlauf |
|||
|
|
Durchschnitt |
Anzahl |
Summe |
|
|
Laufzeit |
Programmläufe |
Produktivzeit |
|
Woche |
[min] |
|
[h] |
|
23/00 |
29,15 |
111,44 |
54,13 |
|
24/00 |
38,35 |
103,56 |
66,20 |
|
25/00 |
38,92 |
84,00 |
54,49 |
|
26/00 |
35,26 |
96,00 |
56,42 |
|
27/00 |
29,20 |
101,00 |
49,14 |
|
Gesamt |
33,92 |
496,00 |
280,38 |
|
Maschinen Übersicht 06/00 |
||||||
|
|
Summe |
Summe |
Summe |
Anteile beobachtete
Zeit |
Anteile beobachtete
Zeit |
Anteile beobachtete
Zeit |
|
|
Einschaltzeit |
Produktivzeit |
Stillstand Gesamt |
Produktiv |
Stillstand |
Ausgeschaltet |
|
Maschine |
[h] |
[h] |
[h] |
[%] |
[%] |
[%] |
|
Gildemeister_G1 |
516,99 |
333,12 |
183,87 |
47,20 |
26,06 |
26,74 |
|
GL2000 |
410,36 |
328,46 |
81,90 |
47,07 |
11,74 |
41,20 |
|
MoriSeiki |
237,03 |
110,41 |
126,62 |
17,46 |
20,03 |
62,51 |
|
Traub_M1 |
352,50 |
182,89 |
169,61 |
26,81 |
24,86 |
48,33 |
|
Gesamt |
1.516,89 |
954,88 |
562,01 |
35,13 |
20,68 |
44,19 |